Видео
В следующем видео происходит замена седла клапана с использованием жидкого азота:
В первую очередь, выражаю большую благодарность за помощь, предоставленый гараж с необходимой оснасткой моему другану Демичу (Demid91), спасиб бро)
Теперь дело за запрессовкой седел, для этого использовали уже опробованный и запатентованный Демичем способ «электрическая плитка-огнетушитель», а если у кого с этим проблеммы увидемся в суде… Сам процесс: греем голову(не свою а блока цилиндров) градусов до 90, а седла охлаждаем углекислотным огнетушителем(-70 гр по цельсию) запрессовывем оправками сделанными из доработанных старых клапанов.
Но как в нашем деле и пологается без косяков ни как: 7-ое седло скалывась 2 раза, 1седло пошло не соостно и лопнуло, на следующий день все было исправленно и все седла были на своих местах.
Как поменять седло клапана: фото- видео инструкция
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.

Если головка перегревалась, то может возникнуть несоосность седла и направляющей клапана, что приводит к негерметичности. Износ седла также идёт неравномерно, а по оси кулачка, из-за чего седло приобретает овальность. Все эти изъяны необходимо править с использованием фрез, шарошек или зенкеров, а потом притирать клапана; на специализированном оборудовании поправить седло можно в один заход без последующей притирки.
Узнайте о всех способах притирки клапанов.
Если старое седло невозможно поправить, то его нужно заменить на новое, а потом уже обработать и нарезать на нём фаску под новый клапан. Процесс замены можно условно разделить на несколько частей: извлечение седла клапана, подготовка заготовки для нового седла, установка новой детали и завершающая обработка с подгонкой фаски под новый клапан. Разберём всё по порядку.
Набиваем сальники клапанов
Но сначала надо снять старые сальники клапанов, на Жигулях их надо снимать осторожно и неком случае нельзя пытаться их сбить ударом, отколется место куда набивается сальник, возьмите плоскогубцы зажмите ими сальник клапана и постарайтесь прокрутить если сразу не пошел перехватитесь и снова пробуйте прокрутить так перехватывайтесь плоскогубцами и сальник клапана ослабнет прокрутится и выйдет. Также снимайте сальники клапанов с Уаза и Газа
А теперь будем набивать сальники клапанов на Жигули, вставьте клапан и оденьте на него сальник клапана до направляющей втулки, возьмите трубку с внутренним диаметром 13мм и аккуратно легким молотком легкими ударами набейте сальник клапана только не перестарайтесь, а то порвете сальник. Если такой трубки нет можно более большую трубку немного сплющить до размера, а меньшую распилить немного вдоль и развести до размера. Также можно сначала с сальника клапанов снять пружинку чтобы случайно ее не повредить а потом одеть на сальник.
На УАЗ и Газ набивайте также как и на Жигули но трубка должна быть с внутренним диаметром 16мм.
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов

Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.

Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
https://youtube.com/watch?v=J1nXlRIMWio
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
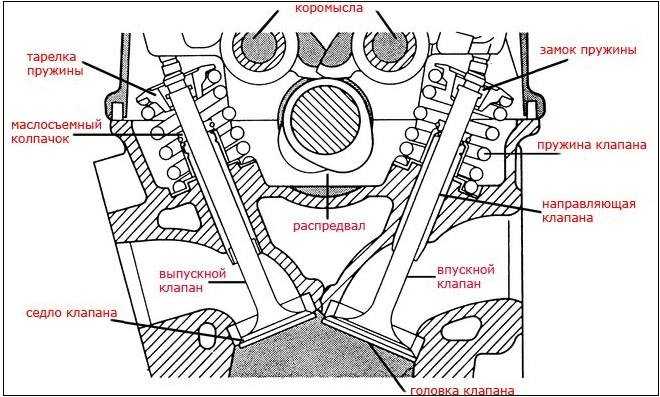
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
https://youtube.com/watch?v=5me80XUJB0A
https://youtube.com/watch?v=MOss4kAHd00
https://youtube.com/watch?v=mY0XH0ISaOE
Как правильно притереть — процесс выполнения работ
Начинается процесс притирки с рассухаривания клапанов. Сначала подкладываем под тарелку клапана предмет, который служит упором для него.
Чтобы облегчить процесс запоминания и гарантировано исключить ошибку при установке рокеров, опытные автолюбители рекомендуют снимать и притирать клапана по одному.
Популярный способ снятия клапанов – с помощью специального съемника (приобретают в автомагазине или на авторынке), но иногда сухари на конусе прилипают и сразу не снимаются. В этом случае, по утверждению опытных «Кулибиных», можно взять подходящую по диаметру трубку и, приставив ее к верху клапана (сухарику), слегка «тюкнуть» молотком. Легкий удар срывает сухарь, если тот залип, и облегчает процесс снятия клапана съемником.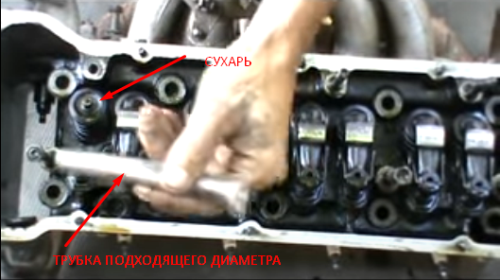
После снятия пружины вытягиваем клапан из седла и визуально осматриваем. После долгой работы, даже если он не прогорел, все равно на нем есть нагар, поэтому проводим притирку клапанов.
Для этого понадобится специальный притирочный порошок или паста (Permatex Valve Grinding Compound, паста ГОИ, ВПМ- Авто, М-14 – М-40, и т. д). Пасты применяют сразу, а порошки разводят моторным маслом, при этом получается вязкая субстанция, которая наносится на фаску клапанной тарелки. Пасты и порошки имеют разную величину зерна: крупнее — для первичной притирки, мельче — для финальной.
Намазав фаску седла пастой или разведенным порошком, вставьте его обратно в седло, слегка прижмите и проверните, чтобы паста равномерно распределилась по фаске тарелки и попала на седло. После этого с обратной стороны ГБЦ к штоку клапана присоедините патрон дрели или шуруповерта (дрель лучше, потому что у нее большее чисто оборотов).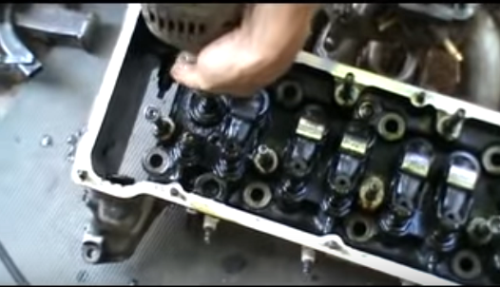
Важно! Ни в коем случае не перекашивайте дрель, чтобы притереть клапана правильно
Лучше осторожно тянуть дрель вверх пальцами, упираясь ими в районе патрона, и придерживая ее за ручку
Сначала дрель должна некоторое время поработать в одном направлении, потом переключите в противоположную сторону (включить реверс).
После нескольких минут работы в каждую сторону ( по 1 минуте в каждую сторону), клапан достают и осматривают. Результат видно невооруженным глазом, седло клапана блестит или имеет матовый серый цвет. Если остаются вкрапления или пятна, процедуру повторите, нанеся финишную пасту. Тоже касается и седла, если оно имеет вкрапления, раковинки или неоднородный цвет, притирку повторяют.
Если клапан правильно притёрт к седлу, его устанавливают на место, предварительно заменив сальник на новый.
Важно! Сальники клапанов менять ОБЯЗАТЕЛЬНО! Это одноразовая деталь. Иначе вся работа пойдет насмарку, клапан будет свободно чувствовать себя в седле, не даст полноценной герметизации, и по нему будет попадать масло в цилиндры
Ещё кое-что полезное для Вас:
- Как заменить направляющие втулки клапанов
- Самостоятельная регулировка зазоров клапанов на ВАЗ 2110
- Датчик положения коленчатого вала — проверка, устройство, признаки неисправности
Сальник снимается при помощи пассатижей. Ими захватывают сальник и, проворачивая его из стороны в сторону, извлекают из паза. Главное — нельзя бить по направляющей втулке, чтобы ее не повредить.
Когда старый сальник снят, ставим новый. Для этого рекомендуют вставить клапан в седло, чтобы он послужил направляющей и облегчил процесс установки. Новый сальник одевается на шток клапана, берется трубка подходящего диаметра, и легким постукиванием молотка по трубке ставим сальник на место. То, что сальник стал на место, определяем по звуку. Сначала он слышен только в районе сальника, а после того как тот станет на место, звук начнет распространяться по всей ГБЦ.
Не стоит забывать, что и в торце штока образуется выработка, которую обязательно убираем. Если ее оставить, то мотор работает с перебоями. Сточить ее можно легко, например, на точильном станке, главное, чтобы поверхность торца штока была ровной (допускается даже слегка выпуклая).
Засухарив клапан, переходим к следующему. Процесс засухаривания несложен, даже если нет специального съемника, воспользуйтесь рожковым ключом, но тогда понадобится посторонняя помощь. Один человек прижимает рожковым гаечным ключом пружину, а другой устанавливает сухарик.
Тщательно вытерев торец клапана и рокер от пыли, грязи и механических частиц, собираем узел, устанавливаем рокер, зафиксировав пружиной. Переходим к следующему клапану, соблюдая ту же последовательность в работе.
После притирки проверяем – болтается клапан или нет? Причиной люфта клапана может быть либо выработка направляющей втулки, либо самого клапана. Если выработка на клапане, то это увидим невооруженным взглядом, и тогда стоит менять его, а если он в порядке, то меняем направляющую втулку.
Клапан и составляющие LADA (ВАЗ 2101,2102,21011,21021)
В интернет магазине Dimavto.com любой покупатель-автолюбитель может выбрать и купить Клапан и составляющие
наlada с объемом двигателя на 1.2,1.3,1.5,1.6 литров таких производителей AE, FRECCIA, Metelli. Если у вас имеются вопросы, или они появились в процессе выбора, и это мешает вам определиться с окончательным решением, вам придет на помощь наша служба поддержки. Это поможет вам правильно выбрать именно те запчасти, которые соответствуют модели вашего автомобиля.
Успех поиска необходимой детали в нашем магазине обусловлен наличием широчайшего ассортимента запчастей, поставляемых нам от производителей с разных частей мира. Политика нашего магазина основывается на тщательной проверке качества продаваемых у нас запчастей и их соответствия высшим стандартам. Все продаваемые у нас товары имеют оригинальное происхождение. Каждый покупатель покупая Клапан и составляющие для ВАЗ 2101,2102,21011,21021
подбирает автозапчасть по той схеме поиска из огромного каталога, которая ему больше подходит.
Параметры поиска запчастей:
- По товарному коду;
- По производителю и модели автомобиля.
- С помощью подсказок специалиста по запчастям.
Выбранный товар можно сразу забрать в корзину на сайте в режиме онлайн, либо позвонить по телефону 096 258 29 80 или 066 663 64 31 или
и сделать заказ лично.
Наш магазин широко представляет автозапчасти не только по наименованиям известных производителей, но и по группам агрегатов и узлов. По нашему каталогу можно легко отыскать и купить дефицитные элементы ходовой, редко встречающиеся запчасти двигателя, надежные детали для тормозной и рулевой систем, коробки передач, а также других узлов автомобиля.
С помощью каталога наши покупатели могут не просто отыскать необходимый им товар, но и прочитать его характеристики. У нас можно увидеть детальное изображение товара по фотографиям и видеороликам. Наша ценовая политика всегда прозрачна и доступна.
Для того чтобы вам было проще разобраться в особенностях запчастей Клапан и составляющие и их совместимости с ВАЗ 2101,2102,21011,21021 по году выпуска, модификации и разновидностям автомобиля, лучше перестраховаться и уточнить нюансы с нашими менеджерами.
Прежде чем приобрести для замены Клапан и составляющие (впускной, выпускной, втулка, направляющая) , лучше посоветоваться со специалистами
Предупредительная осторожность поможет вам без проблем заменить старую запчасть на новую с первого раза. Для этого наши менеджеры гарантированно помогут вам с выбором и быстро оформят покупку с доставкой
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого
Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Рекомендуем: Как правильно прокачать тормоза на ВАЗ-2114?
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
